バルブシート加工、1 世紀にわたる進化と…解決策!
前に
急降下
および超硬フォームツール
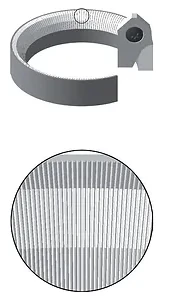
図1
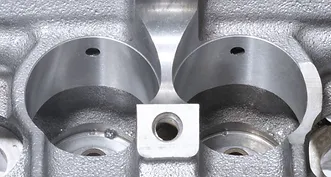
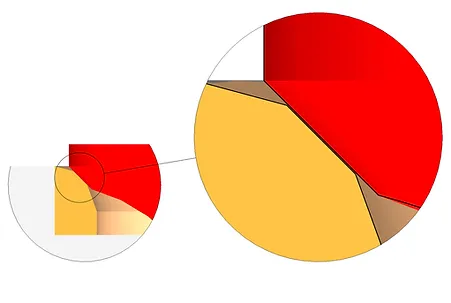
チャターマーク
|
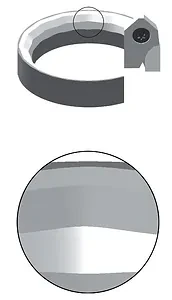
図2
うねり
|
粉末金属バルブ シート、または一部の鋳鉄製バルブ シートのラッピングでは、避けられないチャタリング マークが発生します。チャタリング マークは、バルブが閉じているときにそこからガスが漏れ出すため、バルブにとって非常に有害です。
その結果、機械加工されたバルブ シートは急速に変形し、密閉性が不十分になります。チャタリング マークは、異なる材料 (粉末金属、ノジュラー鋳鉄など) でできた粒状構造の材料の広い表面をカーバイド成形工具で削ることで発生します。
ラッピング技術 (フォーム ツール) で機械加工された従来のバルブ シートには、360 度回転による不規則な切削力の直接的な結果である、100 分の 1 ミリメートル単位の起伏があります。切削力の変化の結果、機械のスピンドルに不規則な力が伝わり、機械によってスピンドルが多少たわんで不規則な形状になります。手動機械のオペレーターにはよく知られているこの現象は、目に見える大きな欠陥が現れたときに、スピンドル コマンドにすばやく強力な圧力をかけることで補正されます。
上記の結果、スピンドルにかなりの労力がかかり、小さな欠陥を滑らかにすることはできますが、形状を修正することはできません。
ラッピングによる機械加工の原理そのものに固有のこれらの起伏は、バルブの密閉に疑う余地のない影響を及ぼし、許容できる密閉を得るためには、各バルブのバルブ シートをさらにラッピングする必要があります。バルブのラッピングは、これまでエンジン製造業者とその顧客によって必要に迫られて受け入れられてきましたが、エンジン製造業者や、今日のエンジン世代に求められる最低限の品質を求める人々によって長い間排除されてきました。
今
FIXED-TURNING®
シングルポイントツール
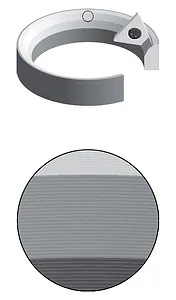
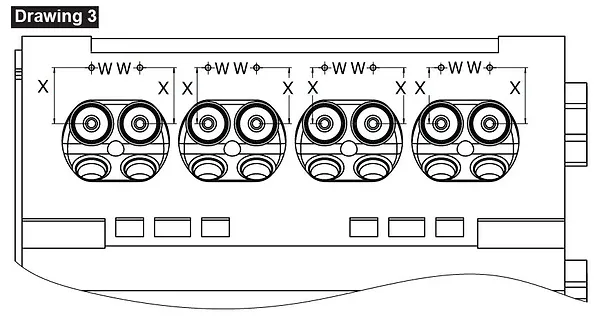
図3
幾何学的精度
補間による加工、FIXED-TURNING® により、図 1 および 2 に示されているすべての欠陥が確実に排除されます。
微細なチャタリングマークやうねりは、事実上、発生し得ません。単一点加工では、このような欠陥は形成されません。旋盤加工を検討すれば、そのことがよく分かります。
2 つの補間軸上を移動する旋盤工具による加工により、完全な円形の円形マイクロ溝が生成されます。溝の深さと 2 つの溝の間隔は機械の数値制御によって制御され、最高の表面仕上げを実現します。
切削労力が大幅に削減されるのと同様に(300 倍以上)、表面仕上げの欠陥も、大手 OEM が定義する品質基準で FIXED-TURNING® が最上位にランクされるレベルまで削減されます。
新しい時代、新しいチャンスの世界...
最も難しいシリンダー ヘッドの加工は、エンジンの出力を高めるために特別に作られた最長のプロファイルのバルブ シート 1 つにつき、わずか数分で完了します。従来の「3 アングル」プロファイルの加工は、数秒以内に完了します。

オートバイのシリンダーヘッド、現在および将来最小のバルブシート(すべての新しいエンジン開発プログラムの中核となるダウンサイジング)は、非常に簡単に、そして競技用エンジンの最適な精度で機械加工できます...
NEWEN® マシンを使用すると、各エンジン再生業者は、あらゆるエンジン タイプの機械加工の専門家としての地位を確立できます。FIXED-TURNING® マシンを使用すると体系的に達成される精度は、すべてのエンジン タイプに適用され、特定のシリンダー ヘッド タイプでの特定の機械加工を拒否する必要がなくなり、すべての困難な機械加工作業が、追加的で大きな利益の源になります。
高性能市場、機械レジャー市場は、FIXED-TURNING® マシンを備えたあらゆるエンジン再生業者の手の届く範囲にあります。
フォーミュラ 1 やその他の要求の厳しい高性能機械スポーツで要求されるすべての精度を自動的かつ体系的に達成できます。完璧さが保証されます。
ハイパフォーマンスは成長し、利益も上がる市場です。この専門分野に携わるハイレベルの専門家の名声は、その会社全体に輝きをもたらします。
熱電併給発電(CHP)とも呼ばれるコージェネレーションでは、エンジンを天然ガスやバイオ燃料(エタノール)に変換するため、バルブシートの座ぐり穴や非常に硬いバルブシートを迅速かつ正確に加工する必要があります。
コージェネレーションの原理は古くから知られており、さまざまな用途に利用されてきました。今日では、超クリーンな天然ガス燃焼レシプロエンジン技術、熱交換器、システム制御の進歩により、コージェネレーションはさまざまな規模の用途で実用的かつ経済的になっています。
こうした進歩に影響を与えている発電の側面の 1 つは、よりクリーンなエネルギーに対するニーズがますます高まっていることです。天然ガスを燃料とする内燃機関を、現在の大規模発電所の基準と同等かそれ以下のレベルで CHP および ICHM アプリケーションに適用できるようにする排出制御戦略により、コジェネレーションはさらに実用的かつ経済的になり、より幅広い商業および産業アプリケーションで利用しやすくなりました。
FIXED-TURNING® は、これらのサービスが簡単、迅速、正確、かつ非常に収益性の高いものになる理想的なツールです。
カムバケットボアハウジング全体をオーバーサイズ寸法に加工し、ハウジング内にオーバーサイズのスリーブを挿入することは、FIXED-TURNING® を使用すると、簡単かつ正確で収益性の高い操作になります。
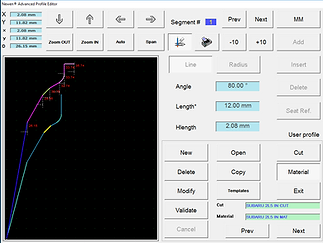
自由に OFFSET プロファイルを作成します...

ガスの速度を加速するためのベンチュリー(最大 112 度)の加工。
ベンチュリ: シートの下の開いた角度で、減圧により排気ガスの速度を加速します。

あらゆるタイプのバルブ ガイド (鋳鉄、粉末金属、青銅、あらゆる合金など) を精密に加工します。スタンドアロン操作または複合バルブ シート加工操作で、バルブ ガイドを最高の精度でリーマ加工します。

高精度のバルブ シート カウンターボアをすべて 1 つの切削工具で加工します。鋳鉄またはアルミニウムのあらゆるタイプのシリンダー ヘッドのバルブ シート ハウジングを準備することは、すべての FIXED-TURNING® プロフェッショナルにとって正確で収益性の高い作業です。



KOMATSU天然ガスシリンダーヘッドバルブシート硬度:56/58HRC(573HB+ / 610HV50以上)
- 使用インサート: FT-11-11
- 切断速度: 180 m/分
- 加工モード: ドライカット
- 切断サイクル: 28秒/シート
- 真円度:1µ~2.40µ
- 表面仕上げ: 0.20Ra
もう一つのNEWENの特製:スパークプラグハウジングの加工.


メルセデス・アクトロスのデコンプレッサーバルブのシートを機械加工するのは、「子供の遊び」です。

FIXED-TURNING® とその数値制御により、収益性の高い反復的な方法で不可能なことを達成する可能性が生まれます。
すべての人のためのテクノロジー。
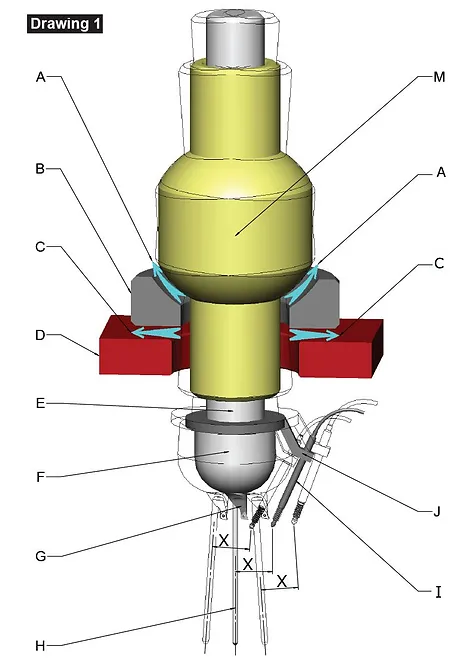
CONTOUR-BB™、CONTOUR-BB-CS™、CONTOUR™、CONTOUR-CS™、EPOC-VISION™ を含むすべての NEWEN FIXED-TURNING® マシンには、切削深さを正確に繰り返すための電子システムが装備されています。NEWEN が開発したこのシステムは、測定システムではありませんが、シリンダー ヘッドを機械にランダムに参照しながら、加工位置を正確に繰り返すことができるように考案されています。通常、NEWEN システムの参照はシリンダー ヘッド ガスケット プランであり、これはバルブ シートの深さを測定するための参照としても使用されます。特定のツールを使用して、カムシャフト ハウジングなどの他の表面を使用することもできます。
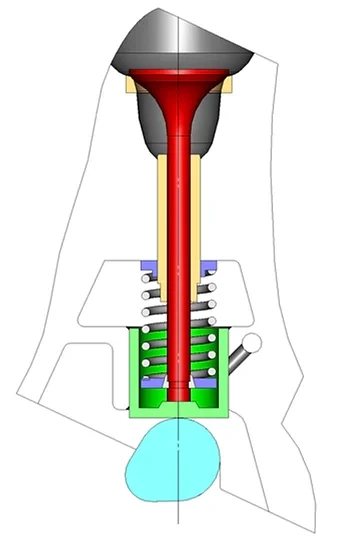
電子リニアゲージ、LVDT (I)は、機械の数値制御に接続されています。LVDT の先端の収縮率に応じて、ゲージは電気信号を送信し、100 分の 1 mm 未満の精度でゲージの位置を識別できます。
この位置は記憶できます。位置を記憶すると、ゲージを再度同じ量圧縮すると、スピンドル送りモーターが自動的に停止します。その結果、装置は選択された基準点に対してすべてのバルブシートを同じ深さで加工できます。
ゲージ(I)は、パイロットの軸と、それが取り付けられているスピンドルシースに対して固定位置にあります。スピンドルがエアクッション(C)上および/または球状エアクッション(A)上で移動する場合、この固定位置は維持されます。
.
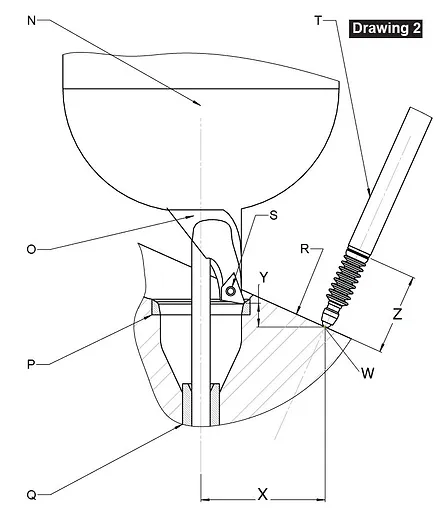
図3: すべての座席は、基準平面に属し、図1の寸法(X)と同じ固定寸法( X)の距離にある同じ基準点(W)に従って機械加工されます。
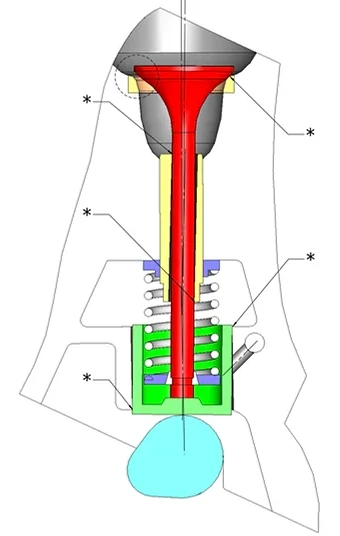
図 2 の寸法(Z)は、圧縮されるゲージの量であり、基準点と比較した図 2 の値(Y)の加工距離に相当します。この値(Y)は、数値制御の制御手段 (エレベーター、修正寸法の選択など) を使用して、指定された正確な値から変更できます。これにより、ゲージの先端の位置が変更され、この位置が再度記憶され、必要な回数だけ繰り返すことができます。
ゲージの収縮量(Z)は、機械のスピンドルとゲージの間に存在する角度のため、本質的にスピンドルの移動値と同じではありません。また、LVDT は測定器ではなく、位置インジケータです。
Automatic Repetitive Depth Control™ 用の NEWEN システムは、+/- 100 分の 1 mm を超えない変動で同一深さの加工を保証します。
これは、シリンダー ヘッド保持具に対するシリンダー ヘッドの位置、バルブ ガイドの角度、および機械のヘッドの移動に関係なく、このような精度の自動加工を保証する業界で唯一のシステムです。

固定旋削®と数値制御加工
エンジンの中枢であるシリンダー ヘッドには、エンジンのパワー、柔軟性、寿命を決定するすべての機能が集まっています。シリンダー ヘッドは、エンジン開発者や修理専門家の関心の中心です。NEWEN、FIXED-TURNING®、数値制御は、古い技術や従来の技術では解決できないさまざまな技術的課題に、避けられない、かけがえのないソリューションをもたらします。
燃焼室容積
チャンバーの容積、その cm3 (立方センチメートルまたは CC) での値、および同一エンジン内でのチャンバー間の一致は、各シリンダーの出力を最適かつバランスのとれたものにするための決定的な要素です。容積と形状が完全に同じチャンバーのみが、高性能エンジンの高速化に必要な出力レベルと調和を実現します (このドキュメントの最後にある「HCCI」テクノロジーを参照してください)。 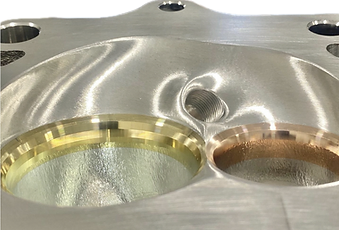
FIXED-TURNING®とNEWEN数値制御により、非常に高精度の加工が可能になります。バルブシートとその特定のプロファイル(吸気と排気)は、1/4インチ以内で複製できます。100mm(0.01mmまたは0.00039インチ)の場合、加工深さは電子深さゲージと非常に高精度な運動学によって自動的に制御されます。
チャンバーの正確な容積は、対応する形状と完全に同一の深さによって保証されます。
シリンダーの気密性
シリンダーの瞬間的な気密性は、エンジンの最適な機能と高速化に不可欠です。
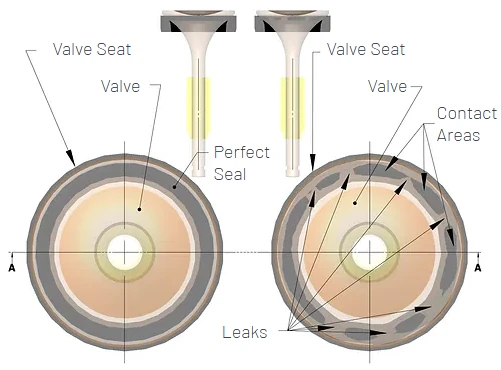 この難しい気密機能を確保するには、バルブとバルブ シート間の金属同士の接触が完全で完璧でなければなりません。高速に耐える材料の品質とは別に、バルブとバルブ シート間の金属同士の接触は、シリンダーの完全で永続的な気密性を得るための必要条件です。
この難しい気密機能を確保するには、バルブとバルブ シート間の金属同士の接触が完全で完璧でなければなりません。高速に耐える材料の品質とは別に、バルブとバルブ シート間の金属同士の接触は、シリンダーの完全で永続的な気密性を得るための必要条件です。
バルブとバルブシート間の形状の完全な一致は、接触する 2 つの表面の幾何学的形状 (形状、角度、表面仕上げなど) を完全に尊重することによって実現されます。
この重要な一致は、バルブとバルブ シートの高精度な機械加工によってのみ実現できます。バルブ シートとバルブの機械加工の精度が不足していたため、過去には必須となったバルブのラッピングは、気密レベルと気密性の耐久性を確保するために厳密に禁止されています。
NEWEN、FIXED-TURNING® およびその数値制御により、加工する材料に応じて 3µm (または 0.003mm または 0.000118 インチ) 以下の形状欠陥 (真円度) を示すバルブ シートを加工できます。OEM は、バルブ シートとバルブの両方で真円度欠陥が 5 ~ 6µm を超えないことを要求しています。
NEWEN FIXED-TURNING® とその数値制御により、角度を 100 分の 1 度単位で調整できます。そのため、バルブ シートとバルブの角度を簡単に調整して、ラッピングによる部品の形状の変形を招くことなく、完全で永続的な気密性を実現できます。
NEWEN FIXED-TURNING® マシンのバルブ シートは、非常に正確な角度で完全に円形になっており、気密性も非常に高いため、長時間の使用にも最適です。
フォーム ツールによる機械加工では、正確な角度と完全な円形のシートが保証されないため、バルブをラップする必要があります。この選択により、気密性が短期間しか持続せず、パフォーマンスが大幅に低下します。
アライメントと同軸性高性能バルブリコール機構により運動質量が減少するため、エンジン回転数の増加、急速な加速と減速が可能になります。しかし、これらすべてのパフォーマンスは、バルブ、カムバケット、吸気カムなどの運動部品の摩擦と補強を大幅に削減することでのみ可能になります。バルブリコールシステムの制御された機能も忘れてはなりません。
バルブとバルブシートの真円度とは別に、バルブガイド、バルブ、カムバケット、カムの同軸度により、以下の問題を排除しながら、これらすべての部品の動きが可能になる必要があります。
- 寄生摩擦
- バルブの「ヘッド」がシート上でスライドする
- それぞれのハウジング内のカムバケットの補強。
一般に受け入れられている考えとは反対に、テーパー パイロットをガイド内に押し込み、このパイロットを同心度ゲージのサポートとして使用することによって、バルブ シートとバルブ ガイド間の同心度を制御することはできません。同じ技術を使用して、エンジンの良好なパフォーマンスに不可欠な条件である、バルブ ガイドと同心のカム バケット ボア ハウジングをツールで穴あけできるようにするのはさらに不可能です。
NEWEN FIXED-TURNING® の運動学には、センタリング パイロットの油圧センタリングが含まれており、数ミクロン (µ= 0.001mm = .000039 インチ) を超えない欠陥で加工スピンドルをセンタリングできます。
FIXED-TURNING® パイロットはバルブ ガイドを拘束せず、バルブ ガイドの機械加工の不完全さを考慮します。同様に、カム バケット ボア ハウジングの機械加工では、カム バケットのガイド軸を尊重する必要があります。
FIXED-TURNING® による機械加工により、バルブ シート、バルブ ガイド、カム バケット ボア ハウジングが同じ軸を持ち、完全に位置合わせされ、摩擦や寄生ブレーキを受けることなく部品が最高速度で移動できることが保証されます。摩擦や寄生ブレーキはエンジンの高回転での機能を不可能にし、結果として急速な摩耗や機械事故の明らかなリスクをもたらします。
FIXED-TURNING® によるガイド、バルブ シート、カム バケット ボア ハウジングの機械加工により、使用されるコンポーネント、チタン合金バルブ、特殊スプリング、特殊バルブ シートなどとの組み合わせで、気密性の欠陥、摩擦による機能の障害、油膜破裂のリスクなしに、エンジンの超高速機能が保証されます。また、バルブがパニック状態になり、高い状態に対応できなくなることも回避されます。
NEWEN FIXED-TURNING® は、加工欠陥を 100 分の 1 ミリメートルではなく、ミクロン単位の値内に収めるために開発された加工コンセプトです。
同軸度の精度により、エンジンの高い制御と最適な機能が可能になります。
軸の同軸度の欠陥により、摩擦が増大する領域* が発生し、さまざまな部品の移動が遅くなり、シリンダーの気密性が損なわれ、エンジンの回転速度が大幅に制限され、焼き付きが発生します。これらすべては、シリンダー間のアンバランスによって悪化します。各アンバランスは、部品の動きに対する機械的制約の原因であり、その制約により、部品が早期に摩耗することになります。
排気プロファイル
混合気(燃料と燃焼物質)が爆発した後、燃焼による残留ガスがシリンダー内に充満し、ピストンが最高点に向かって上昇して排気ダクトから排出されます。排気バルブはピストンが再び下降する前に徐々に閉じ、その過程で新鮮な混合気を再び吸引します。この閉じる期間は排気バルブにとって重要です。また、極度の温度に加熱されたガスは、バルブ シートと閉じているバルブの間に挟まります。
バルブシートとバルブは積層ガスの摩耗にさらされ、数千分の一秒間、接触と気密性を確保する表面の温度が最高になります。この接触が接触面の急速な劣化につながらないようにするには、これらの接触領域の表面積 (mm2) が最適であることと、それらの形状が補完的であること (角度、真円度、表面仕上げなど) が必要です。
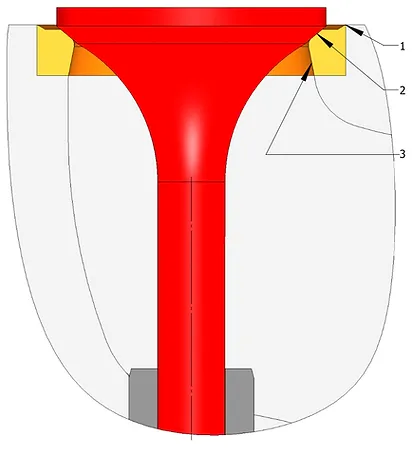
1. ガスの乱流のない流れに適した形状の段差のない接続。
2. シート面積が広く、バルブと一体化しているため、ガスの摩耗に対する耐性が高くなります。
3. ガスの急速な膨張と加速のためのベンチュリー。
NEWEN FIXED-TURNING® は、排気バルブ シートを変形しない程度の大きさに加工しながら、バルブの角度にできるだけ近い角度にすることができます。面やうねりのない円形により、シートの表面全体で金属同士が接触し、良好な熱交換、完全な気密性、最大限の信頼性が確保されます。
FIXED-TURNING® を使用すると、ほぼ無制限の長さのプロファイルを加工できます。そのため、排気ダクトを加工してガスの抽出を容易にし、特にベンチュリを加工して、シートを通過後すぐにガスを放出し、その結果、速度を加速することができます。乱流やガスの流れの減速につながる鋭角、段差、直径の違いは排除され、各導管 (ボウル/背面壁) は最適化され、他の導管と完全に同一になり、エンジンの機能をより適切に管理できます。
摂取プロファイル
排気シートやバルブとは異なり、吸気シートやバルブは燃焼ガスの積層やそれに伴う摩耗の影響を受けません。吸気バルブ シートは、ピストンの下降によって吸引され、ターボとコンプレッサーの作用によって押し出される新鮮な空気とガソリンの混合気で、シリンダーを可能な限り完全に満たす必要があります。
導管(ボウル領域)の形状は、寄生乱流を発生させることなく、ガスの流量を最大限にするために最適でなければなりません。シート自体の角度はガス混合物の誘導に関与し、導管の全体的な形状に完全に統合されている必要があります。
チャンバーの形状に応じて、互いに完全にリンクされた線分と半径で構成されるプロファイルにより、最適なガスの流れが可能になります。鋭角は禁止され、一貫性のあるプロファイルにより、バルブの短い開放中に可能な限り最大のガス量が導かれます。バルブの完全な密閉により、最適な燃焼と出力、そして完璧な信頼性が実現します。
FIXED-TURNING® のみが、バルブ ガイドからシリンダーの端までの吸気導管の最適化を可能にします。完全にマスターされた形状の機械加工は、1 つの操作で実行され、各シリンダーに対して同じように繰り返されます。シリンダー ヘッドの元の機械加工は、バルブ シート ハウジング、シート、角度の機械加工などの一連の補完的な機械加工操作によって実行されますが、これにより、視線の流れに有害な不規則性が自動的に作成されます。FIXED-TURNING® は、バルブ シートを含む導管全体の中断のない連続機械加工を提供します。バルブ シートは、残りの機械加工の制約を受けることなく機械加工されます。FIXED-TURNING® と導管とシートの中断のない機械加工により、シリンダーの最適な充填、シリンダー間の完全な均一性、そしてその結果としてのエンジンの最適な出力が可能になります。
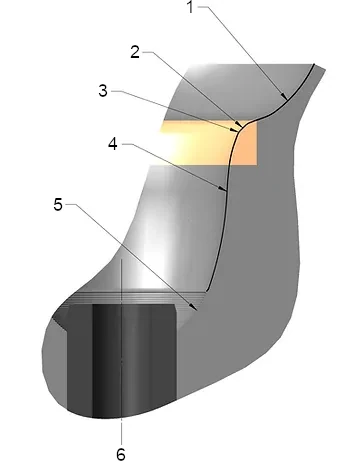
1. シリンダーへの混合物の誘導を最適化する線分と半径で構成されたプロファイル。
2. バルブの角度に合わせて角度を完璧に調整し、完全に円形で気密に装着します。
3. 乱流防止リンク半径が小さい。
4. 導管の形状(ボウル)は完全に曲げられており、互いに厳密に同一です。
5. 原材料
6. バルブのバルブ休止領域を含む導管(ボウル)全体のプロファイルが一定かつ滑らかであること。
フラックスの規則性とシリンダーのバランス
各シリンダーはエンジンのパワーに比例した部分をもたらし、各シリンダーによって供給されるパワーが完全に類似している場合にのみ、高回転数でのエンジンの効率的な機能が可能になります。
完全に同一の動作をするシリンダーにより、寄生振動のないエンジンを実現し、速度を上げることができます。
NEWEN と FIXED-TURNING® により、パイプからパイプへ、エンジンからエンジンへ、あらゆる点で均一で類似した連続加工が可能になります。 フォーム ツールを使用した従来の加工プロセスが無力で非効率的な場所で、最も複雑な形状が可能になります。
NEWEN は完璧なバルブ シートを実現し、その結果、各シリンダーの効率が向上し、優れた信頼性も実現します。
機械加工の深さの尊重は、FIXED-TURNING® 独自の 2 つの特徴によって可能になります。
FIXED-TURNING® は、プロファイルの長さに関係なく、プロファイル全体で 100 分の 1 ミリメートル (0.00039 インチ) という小さな加工を可能にし、シートの完璧な形状 (真円度、角度、同心度など) を実現します。
FIXED-TURNING®の数値制御により、+または-0.01mm(1/100mm)または0.00039”。
これら 2 つの独自の可能性を組み合わせることで、完全に同一の燃焼室を実現し、エンジンのバランスと「高回転」能力を実現します。
FIXED-TURNING® によって独占的に保証されるこれらの精密加工能力により、ガソリン エンジンをクリーンかつ非常に効率的にすることで革命を起こす HCCI 技術 (予混合圧縮着火) を統合した将来のエンジンを修理する可能性がすでに実現しています。
念のため、HCCI 技術では、空気/ガソリン混合気の圧縮をマスターし、可燃性混合気の自動点火をマスターすることで、スパーク プラグをなくすことができます。消費量と出力の向上により、この技術は避けられません。シリンダー ヘッドの加工では、チャンバーの容積と加工深さの精度が大きな部分を占めます。最小限かつ極めて正確なカットを可能にする加工プロセスのみが可能です。FIXED-TURNING® は、この新しい課題に対応する準備ができています。
パフォーマンスと信頼性は、精度と数値制御と密接に関係しています。
FIXED-TURNING® は時代を先取りしているのでしょうか?
いいえ、FIXED-TURNING® は、技術の進化に遅れをとりたくないエンジン専門家のニーズに応えるのにぴったりです。