Obdelava sedeža ventila, eno stoletje evolucije in … rešitev!
prej
POTOPANJE
in orodje za karbidne trdine
Risba 1
Klepetanje Marks
|
Risba 2
Valovanje
|
Lepanje sedežev ventilov iz praškaste kovine ali nekaterih sedežev ventilov iz litega železa povzroča neizogibne sledi klepetanja. Škripanje je zelo škodljivo za ventil, saj plini uhajajo skozi njih, medtem ko je ventil zaprt.
Strojno obdelan sedež ventila se bo posledično hitro deformiral in njegovo tesnjenje nikoli ne bo zadostno. Sledi tresenja nastanejo, ko orodja iz karbidne trdine strgajo veliko površino materiala z zrnato strukturo iz različnih materialov (kot so kovinski prah, nodularne litine ...).
Tradicionalni sedeži ventilov, strojno obdelani s tehniko lepanja (orodja za oblikovanje), vsi predstavljajo valove, ki merijo stotinke milimetra in so neposredna posledica neenakomernih rezalnih naporov pri vrtenju za 360 stopinj. Rezultante spreminjajočih se rezalnih naporov prenašajo neenakomerne sile na vretena stroja, ki se bodo bolj ali manj upognila, odvisno od stroja, in bodo dala nepravilne oblike. Ta pojav, ki ga operaterji ročnih strojev dobro poznajo, se ob pojavu večjih vidnih napak kompenzira s hitrim in močnim pritiskom na ukaz vretena.
Zgoraj navedeno povzroča znatne napore vretena in čeprav lahko pomaga zgladiti majhne napake, nikakor ne more popraviti geometrije.
Ta valovanja, ki so del samega principa obdelave s prekrivanjem, imajo nesporne posledice na tesnjenje ventila in zahtevajo nadaljnje prekrivanje vsakega ventila na njegovem sedežu ventila, da se doseže sprejemljivo tesnjenje. Lajanje ventilov, ki so ga izdelovalci motorjev in njihovi kupci doslej sprejemali iz nuje, so proizvajalci motorjev in vsi, ki iščejo minimalno kakovost, ki jo zahtevajo današnje generacije motorjev, že dolgo zavrnili.
zdaj
FIXED-TURNING®
in enotočkovno orodje
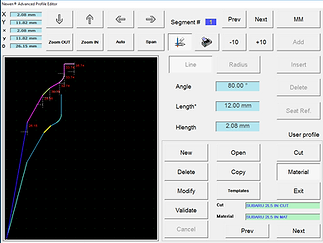
Risba 3
Geometrijska natančnost
Obdelava z interpolacijo, FIXED-TURNING®, zagotovo odpravi vse napake, prikazane na risbah 1 in 2.
Praktično nemogoče je ustvariti sledi mikro šklepeta in valov. Enotočkovna obdelava ne dopušča nastanka takšnih napak. Da bi se prepričali, je treba razmisliti le o strojni obdelavi na stružnici.
Obdelava s stružnim orodjem, ki potuje po dveh interpoliranih oseh, ustvari krožni mikroutor, popolnoma okrogel. Globina utora in interval med 2 utoroma se nadzira z numerično krmiljenjem stroja, kar zagotavlja najboljše dosegljive končne obdelave površine.
Podobno kot napori pri rezanju, ki so znatno zmanjšani (300-krat in več), so površinske napake zmanjšane na ravni, ki uvrščajo FIXED-TURNING® na sam vrh kakovostnih lestvic, ki jih določajo vodilni proizvajalci originalne opreme.
nova doba, nov svet priložnosti...
Obdelava najzahtevnejših glav cilindrov je dosežena v samo nekaj minutah na sedež ventila za najdaljše profile, posebej izdelane za povečanje moči motorja. Obdelava tradicionalnega "3-kotnega" profila bo izvedena v nekaj sekundah.

Glave motornih koles , najmanjše sedeže ventilov na svetu in v prihodnosti (zmanjšanje prostornine, v središču vseh novih razvojnih programov motorjev) je mogoče obdelati z izjemno lahkoto in optimalno natančnostjo konkurenčnih motorjev ...
Stroji NEWEN® omogočajo vsakemu predelovalcu motorjev, da se uveljavi kot specialist za strojno obdelavo vseh vrst motorjev. Natančnost, ki je sistematično dosežena z uporabo strojev FIXED-TURNING®, velja za vse tipe motorjev, ni več treba zavračati vključitve v takšno ali drugačno obdelavo na takšnem ali drugačnem tipu glave cilindra, vse težke strojne operacije postanejo vir dodatni in pomembni dobički.
Visoko zmogljiv trg , mehanski trg za prosti čas, je v dosegu vsakega predelovalca motorjev, opremljenega s strojem FIXED-TURNING®.
Vse natančnosti, zahtevane v formuli 1 ali katerem koli drugem zahtevnem visokozmogljivem mehanskem športu, je mogoče doseči samodejno in sistematično. Popolnost je zagotovljena.
High-Performance je rastoči in donosen trg. Prestiž strokovnjaka na visoki ravni, ki se ukvarja s to specialnostjo, zasije v celotnem podjetju.
SOPROGENERACIJA, znana tudi kot »sproizvodnja toplote in električne energije (SPTE)«, za pretvorbo motorjev na zemeljski plin in biogoriva (etanol) zahteva hitro in natančno strojno obdelavo protiizvrtin sedeža ventilov in zelo trdih sedežev ventilov.
Načela soproizvodnje so že dolgo znana in se uporabljajo v najrazličnejših aplikacijah. Današnji napredek v tehnologiji ultra-čistega batnega motorja na zemeljski plin, toplotnih izmenjevalnikov in sistemskih krmilnikov omogoča, da je soproizvodnja tako praktična kot ekonomična za aplikacije v različnih velikostih.
Eden od vidikov proizvodnje električne energije, ki je vplival na ta napredek, je vedno večja potreba po čistejši energiji. Strategije nadzora nad emisijami, ki omogočajo uporabo motorjev z notranjim zgorevanjem na zemeljski plin za aplikacije SPTE in ICHM na ravneh, ki so enake ali nižje od sedanjih standardov za velike elektrarne, so dodatno naredile soproizvodnjo bolj praktično, ekonomično in dostopno za širši nabor komercialnih in industrijskih aplikacije.
FIXED-TURNING® je idealno orodje za te storitve, ki postanejo enostavne, hitre, natančne in zelo donosne.
Strojna obdelava vseh ohišij izvrtin z odmično žlico na prevelike dimenzije, da se v ohišja vstavijo preveliki tulci, je preprosta operacija, natančna in donosna s FIXED-TURNING®.
Ustvarite OFFSET profile po želji...

Obdelava venturijeve cevi (do 112 stopinj) za pospeševanje hitrosti plinov.
Venturi: odprt kot pod sedežem, ki omogoča pospešitev hitrosti izpušnih plinov z dekompresijo.

Natančno obdelamo vse vrste vodil ventilov (litine, kovine v prahu, bron, poljubne zlitine...). Povrtajte vodila ventilov z največjo natančnostjo pri samostojni operaciji ali pri kombinirani operaciji obdelave sedeža ventila.

Vse visoko natančne vrtine sedeža ventila obdelajte z istim rezalnim orodjem. Priprava ohišij sedežev ventilov v vseh vrstah glav cilindrov, iz litega železa ali aluminija, je natančno in donosno delo za vse strokovnjake FIXED-TURNING®.



Trdota sedeža ventila glave cilindra KOMATSU za zemeljski plin: 56/58HRC (573HB+ / 610HV50+)
- Uporabljen vložek: FT-11-11
- Hitrost rezanja: 180 m/min
- Način obdelave: suhi rez
- Rezalni cikel: 28 s/sed
- Okrožnost: 1µ do 2,40µ
- Površinska obdelava: 0,20Ra
Še ena ekskluziva NEWEN: strojna obdelava ohišja vžigalne svečke.


Obdelovati sedeže dekompresorskih ventilov Mercedes Actros je »otročje lahko«.

FIXED-TURNING® in njegovo numerično krmiljenje je možnost, da dosežete nemogoče na donosen in ponavljajoč se način.
Tehnologija za vse.
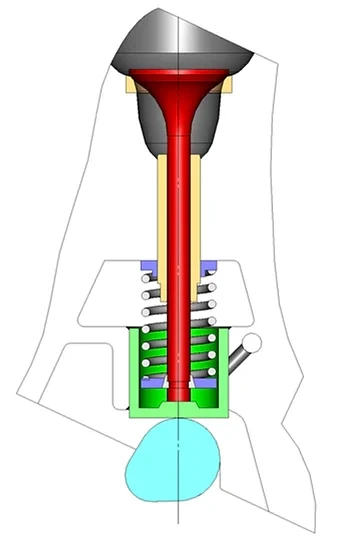
Vsi stroji NEWEN FIXED-TURNING®, vključno s CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, so opremljeni z elektronskim sistemom za ponavljanje globine reza z natančnostjo. sion. Ta sistem, ki ga je razvil NEWEN, sam po sebi ni merilni sistem, ampak je bil zasnovan tako, da omogoča natančno ponovitev obdelovalnega položaja, pri čemer se naključno nanaša na glavo valja na stroj. Na splošno je referenca za sistem NEWEN načrt tesnila glave valja, ki se uporablja tudi kot referenca za merjenje globine sedeža ventila. Z uporabo posebnega orodja je mogoče uporabiti tudi druge površine, kot so ohišja odmične gredi.
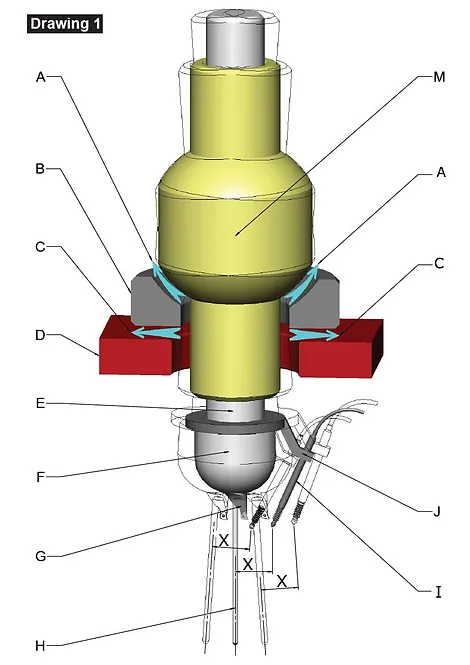
Elektronski linearni merilnik, LVDT, (I) je povezan z numeričnim krmiljenjem stroja. Odvisno od strnjene globine konice LVDT, merilnik pošlje električni signal, ki omogoča identifikacijo položaja merilnika z manj kot stotinko mm.
Ta položaj si je mogoče zapomniti. Ko je položaj shranjen v pomnilniku, se podajalni motor vretena samodejno ustavi, ko se merilnik ponovno stisne za enako količino. Posledično lahko oprema obdeluje vse sedeže ventilov na isti globini glede na izbrano referenčno točko.
Merilo (I) ima fiksen položaj glede na os pilota in glede na ovoj vretena, na katerega je pritrjen. Ta fiksni položaj ostane, ko se vreteno premika na svoji zračni blazini (C) in/ali na svoji sferični zračni blazini (A)
.
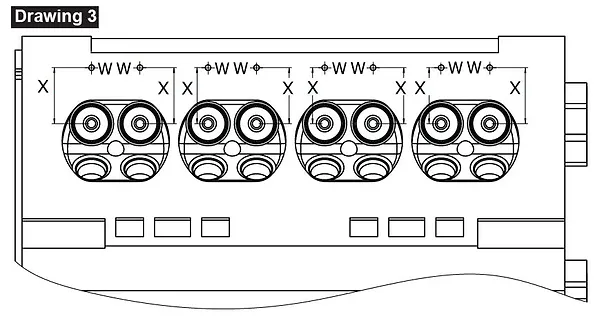
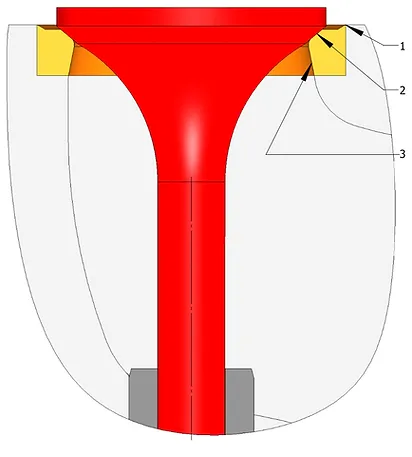
Risba 3: Vsi sedeži so strojno obdelani glede na isto referenčno točko (W) , ki pripada referenčnemu načrtu in je oddaljena od fiksne mere (X) , ki je enaka meri (X) na risbi 1.
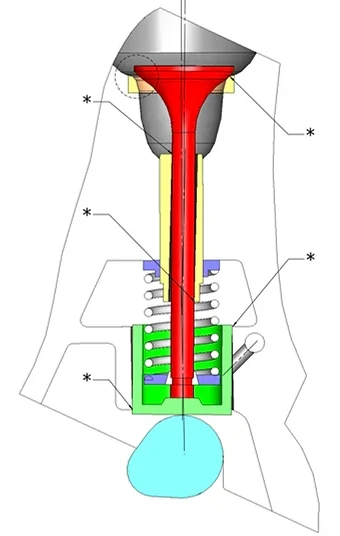
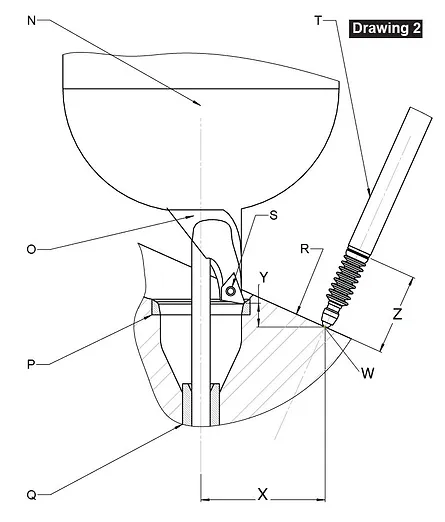
Dimenzija (Z) na risbi 2 je količina profila, ki je stisnjena in ustreza razdalji obdelave vrednosti (Y) na risbi 2 v primerjavi z referenčno točko. To vrednost (Y) je mogoče spremeniti na dano in natančno vrednost z uporabo nadzorovanih sredstev numeričnega krmiljenja (dvigalo, izbira dimenzij popravila ...), ki bodo spremenili položaj konice merila, ta pa bo še enkrat zapomniti, da se ponovi tolikokrat, kot želite.
Strnjena količina (Z) merila ni enaka vrednosti hoda vretena predvsem zaradi obstoječega kota med vretenom stroja in merilom. Poleg tega LVDT ni merilni instrument, temveč indikator položaja.
Sistem NEWEN za avtomatsko ponavljajočo se globinsko kontrolo™ zagotavlja enako globinsko obdelavo z variacijami, ki ne presegajo +/- ene stotinke mm.
To je edini sistem, ki je na voljo v industriji, ki zagotavlja avtomatsko obdelavo s tako natančnostjo, ne glede na položaj glave cilindra glede na držalo glave cilindra, glede na kot vodil ventilov in glede na hod glave stroja.

FIXED-TURNING® IN NUMERIČNO KRMILJENA STROJNA OBDELAVA
Glava valja, nevralgično središče motorja, združuje vse funkcije, ki določajo moč, prožnost in dolgo življenjsko dobo motorja… Glava valja je središče skrbi razvijalcev motorjev in strokovnjakov za popravila. NEWEN, FIXED-TURNING® in numerično krmiljenje prinašajo neizogibne in nenadomestljive rešitve za številne tehnične izzive, ki jih ni mogoče rešiti s starejšimi in/ali tradicionalnimi tehnologijami.
VOLUMNI ZGOREVNE KOMORE
Prostornina komor, njihova vrednost v cm3 (kubičnih centimetrih ali CC) in njihova medsebojna skladnost znotraj istega motorja je odločilen element za optimalno in uravnoteženo moč vsakega valja. Le komore, ki so popolnoma podobne po prostornini in obliki, morajo omogočati izhodne ravni in harmonije, ki so potrebne za povišane vrtilne frekvence visoko zmogljivih motorjev (glejte tehnologijo "HCCI" na koncu tega dokumenta). 
FIXED-TURNING® in numerično krmiljenje NEWEN omogočata zelo natančne obdelave. Sedeži ventilov in njihovi posebni profili (sesalni in izpušni) se lahko podvojijo v 1/100 mm (0,01 mm ali 0,00039”), so globine obdelave samodejno nadzorovane z elektronskim merilnikom globine in zelo natančno kinematiko.
Natančne prostornine komor zagotavljajo ustrezne oblike in popolnoma enake globine.
ZRAKOTESNOST CILINDRA
Trenutna zrakotesnost cilindra je bistvenega pomena za optimalno delovanje motorja in doseganje visokih vrtljajev.
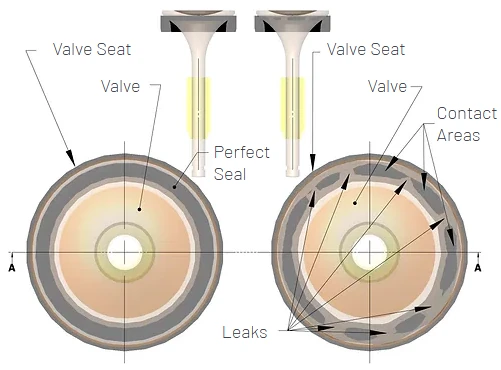 Stik med kovino in kovino med ventilom in sedežem ventila mora biti popoln in popoln, da se zagotovi ta težavna funkcija zrakotesnosti. Poleg kakovosti materialov, ki bodo prenesli visoke hitrosti, je stik med kovino in kovino med ventilom in sedežem ventila nujen pogoj za popolno in trajno zrakotesnost jeklenke.
Stik med kovino in kovino med ventilom in sedežem ventila mora biti popoln in popoln, da se zagotovi ta težavna funkcija zrakotesnosti. Poleg kakovosti materialov, ki bodo prenesli visoke hitrosti, je stik med kovino in kovino med ventilom in sedežem ventila nujen pogoj za popolno in trajno zrakotesnost jeklenke.
Popolno ujemanje oblike med ventilom in sedežem ventila je omogočeno s popolnim upoštevanjem geometrij (oblike, koti, površinske obdelave ...) obeh površin v stiku.
Le visoko natančna obdelava ventilov in sedežev ventilov omogoča doseganje te bistvene skladnosti. Za doseganje ravni zrakotesnosti in trajnosti omenjene zrakotesnosti je strogo prepovedano prilepanje ventilov, ki je v preteklosti postalo obvezno zaradi premajhne natančnosti obdelave sedežev ventilov in ventilov.
NEWEN, FIXED-TURNING® in njegovo numerično krmiljenje omogočata obdelavo sedežev ventilov, ki predstavljajo napako v obliki (krožnost) reda velikosti 3 µm (ali .003 mm ali .000118”) ali manj, odvisno od obdelanih materialov. Proizvajalci originalne opreme zahtevajo okrogle napake, ki ne presegajo 5 do 6 µm za sedeže ventilov in ventile.
NEWEN FIXED-TURNING® in njegovo numerično krmiljenje omogočata prilagajanje kotov za eno stotinko stopinje naenkrat . Zato je enostavno prilagoditi kote sedežev ventilov in ventilov, da se doseže popolna in trajna zračna tesnost, ne da bi se podlegli uničujoči skušnjavi lepanja in posledično deformiranja oblik teh delov.
Sedeži ventilov strojev NEWEN FIXED-TURNING® so popolnoma okrogli, z zelo natančnimi koti in zrakotesnostjo, ki je popolna za večurno uporabo.
Obdelava z orodjem za oblikovanje ne more zagotoviti natančnih kotov in popolnoma okroglih sedežev, zato je treba ventile prekrivati. Kos, ki bo povzročil kratkotrajno zračno tesnost in znatno zmanjšal zmogljivosti.
RAVNATA IN KOAKSIALNOSTI Povišane vrtilne frekvence motorja, hitri pospeški in pojemki so mogoči zaradi zmanjšanja gibajočih se mas z visoko zmogljivimi mehanizmi za odpoklic ventilov. Toda vse te zmogljivosti so možne le zaradi drastičnega zmanjšanja trenja in oprijemanja delov v gibanju, ventilov, odmičnih žlic, sesalne odmične gredi ... ne da bi pozabili na nadzorovano delovanje sistema za odpoklic ventilov.
Poleg krožnosti ventilov in sedežev ventilov mora soosnost vodil ventilov, ventilov, odmikačev in odmikačev omogočati premikanje vseh teh delov, pri tem pa odpraviti:
- parazitska trenja
- drsenje "glav" ventilov na njihovem sedežu
- pritrditev odmikačev v njihovih ohišjih.
V nasprotju s splošno sprejetimi idejami ni mogoče nadzorovati sozmočnosti med sedežem ventila in vodilom ventila tako, da v vodilo potisnete stožčasti pilot in ga uporabite kot podporo za merilo sočnosti. Še bolj neverjetno je, da bi uporabili isto tehniko, da bi omogočili orodju, da izvrta ohišje izvrtine odmične žlice koncentrično na vodilo ventila, kar je bistveni pogoj za dobro delovanje motorja.
Kinematika NEWEN FIXED-TURNING® vključuje hidravlično centriranje centrirnih vodil, ki omogočajo centriranje obdelovalnega vretena z napako, ki ne presega nekaj mikronov (µ= 0,001 mm = ,000039”).
Pilot FIXED-TURNING® ne omejuje vodila ventila in upošteva nepopolnosti obdelave vodil ventila. Na enak način mora strojna obdelava ohišja izvrtine odmične žlice upoštevati vodilno os odmične žlice.
Obdelava s FIXED-TURNING® zagotavlja, da imajo sedež ventila, vodilo ventila in ohišje izvrtine odmične žlice isto os, da so popolnoma poravnani in da se deli lahko premikajo pri najvišjih hitrostih, ne da bi bili izpostavljeni trenja in parazitsko zaviranje, ki bi onemogočilo delovanje motorja pri visokih obratih, kar bi posledično povzročilo hitro obrabo in očitno nevarnost mehanskih nezgod.
Obdelava vodil, sedežev ventilov in ohišij izvrtin cam-bucket s FIXED-TURNING® zagotavlja izjemno hitro delovanje motorja v povezavi z uporabljenimi komponentami, ventili iz titanove zlitine, posebnimi vzmetmi, posebnimi sedeži ventilov… brez nevarnosti okvare zrakotesnosti, motenj v delovanju zaradi trenj in razpok oljnega filma. Prav tako se je treba izogibati paniki ventilov, ki ne morejo slediti povišanim režimom.
NEWEN FIXED-TURNING® je koncept obdelave, ki je bil razvit za povrnitev obdelovalnih napak znotraj vrednosti, izraženih v mikronih in ne več v stotinkah milimetra.
Natančnost koaksialnosti omogoča visoke režime in optimalno delovanje motorja.
Napaka koaksialnosti osi povzroča področja s povečanimi trenji*, ki bodo upočasnila gibanje različnih delov, porušila zrakotesnost valjev in povzročila zagozditve, hkrati pa drastično omejila hitrost vrtenja motorja, vse zgoraj je poudarjeno z neuravnoteženostjo valjev med seboj. Vsako neuravnoteženost je izvor mehanskih omejitev na dele pri gibanju, omejitev, ki bodo povzročile prezgodnjo obrabo omenjenih delov.
IZPUŠNI PROFILI
Po eksploziji zmesi (gorivo-zgorevalno sredstvo) preostali plini iz zgorevanja napolnijo valj in jih je treba izprazniti skozi izpušne kanale, iztisniti pa jih bat, ki se vrača proti svoji visoki točki. Izpušni ventil se mora postopoma zapreti, preden se bat spet spusti, pri čemer se med postopkom znova aspirira nekaj sveže mešanice. To obdobje zapiranja je kritično za izpušni ventil. Plini, segreti na ekstremno temperaturo, so poleg tega laminirani med sedežem ventila in ventilom, ki se zapira.
Sedež ventila in ventil sta izpostavljena abrazivnosti laminiranih plinov in temperatura je takrat na višini na površinah, ki bodo zagotavljale stik in zrakotesnost za nekaj tisočink sekunde. Da ta stik ne ustreza hitri degradaciji kontaktnih površin, je potrebno, da so ta kontaktna območja optimalna po površini (mm2) in da se njihove oblike dopolnjujejo (koti, okroglost, površinska obdelava…).
1. Brezstopenjske povezave z obliko, ki daje prednost pretoku plinov brez turbulence.
2. Območja sedeža so široka in se ujemajo z ventilom za veliko odpornost na abrazivnost plinov.
3. Venturijeva cev za hitro raztezanje in pospeševanje plinov.
NEWEN FIXED-TURNING® omogoča strojno obdelavo sedežev izpušnih ventilov, ki so dovolj veliki, da se sami ne deformirajo, medtem ko imajo kot čim bližje kotu ventila. Okrogla oblika brez faset in valov bo omogočala stik kovine s kovino na celotni površini sedeža, kar bo zagotavljalo dobro toplotno izmenjavo, popolno zrakotesnost in maksimalno zanesljivost.
FIXED-TURNING® omogoča obdelavo profilov skoraj neomejenih dolžin. Zato lahko strojno obdelamo izpušni kanal, da olajšamo odvajanje plinov in zlasti venturijeve cevi, ki bo omogočila sprostitev plinov takoj po prehodu sedeža in posledično pospešitev njihove hitrosti. Ostri koti, koraki, razlike v premerih, ki vodijo do turbulenc in upočasnjevanja pretoka plinov, se izbrišejo in vsak vod (skleda/zadnja stena) mora biti optimiziran in popolnoma enak drugim kanalom za boljše upravljanje delovanja motorja.
SVESNI PROFILI
Za razliko od izpušnih sedežev in ventilov, sesalni sedeži in ventili niso izpostavljeni laminaciji gorečih plinov in posledični abraziji. Sedeži sesalnih ventilov morajo omogočati čim bolj popolno polnjenje valja z mešanico svežega zraka in bencina, ki se vsesa s spuščanjem bata in po možnosti potisne z delovanjem turbo in kompresorja.
Oblika cevi (območje sklede) mora biti optimalna, da omogoča največji pretok plinov, brez ustvarjanja parazitskih turbulenc. Sam kot sedeža sodeluje pri vodenju mešanice plinov in mora biti popolnoma integriran v splošno obliko cevi.
Odvisno od oblike komor morajo profili, sestavljeni iz linijskih segmentov in polmerov, ki so med seboj popolnoma povezani, omogočati optimalen pretok plinov. Ostri koti so prepovedani in koherenten profil mora voditi največjo možno količino plina med kratkim odpiranjem ventila. Popolno tesnjenje ventila mora omogočati optimalno zgorevanje in moč ter brezhibno zanesljivost.
Samo FIXED-TURNING® omogoča optimizacijo sesalne cevi od vodila ventila do roba cilindra. Strojna obdelava s popolnoma obvladano obliko se izvede v eni sami operaciji in ponovi enako za vsak valj. Prvotna obdelava glav cilindrov je izvedena z zaporedjem komplementarnih operacij obdelave, ohišij sedežev ventilov, sedeža, obdelave kotov ... ki samodejno ustvarjajo nepravilnosti, ki škodijo pretoku pogledov. FIXED-TURNING® zagotavlja neprekinjeno strojno obdelavo, brez prekinitve, celotnega voda, vključno s sedežem ventila, ki bo strojno obdelan, ne da bi bil podvržen omejitvam preostale obdelave. FIXED-TURNING® in neprekinjena strojna obdelava vodov in sedežev omogočata optimalno polnjenje valjev, popolno pravilnost med valji in posledično optimalno moč motorja.
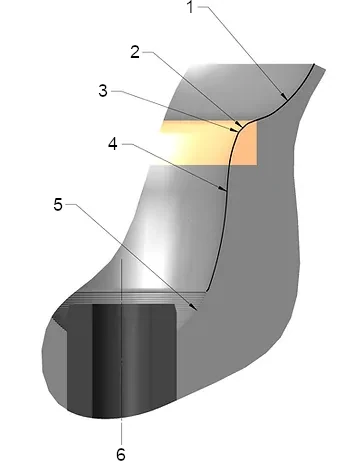
1. Profil, sestavljen iz linijskih segmentov in radijev, ki optimizirajo vodenje mešanice proti cilindru.
2. Sedež je popolnoma okrogel in nepredušen s kotom, ki je popolnoma prilagojen kotu ventilov.
3. Majhen polmer povezave proti turbulenci.
4. Oblike cevi (skleda) so med seboj popolnoma identične.
5. Surovina
6. Konstanten in gladek profil celotnega voda (sklede), vključno z območjem naslona ventila.
REDNOST PRETOKA IN BALANSIRANJE VALJEV
Vsak valj prispeva sorazmeren del k moči motorja in samo popolna podobnost med močjo, ki jo zagotavlja vsak valj, omogoča učinkovito delovanje motorja pri visokih vrtljajih.
Cilindri s popolnoma enakim obnašanjem bodo omogočali pridobitev motorja brez parazitskih vibracij in bodo omogočali povišane hitrosti.
NEWEN in FIXED-TURNING® omogočata neprekinjene obdelave, redne in podobne v vseh točkah, od enega voda do drugega, od enega motorja do drugega. Najbolj sofisticirane oblike so dovoljene tam, kjer so klasični obdelovalni postopki z orodji za oplate nemočni in neučinkoviti.
NEWEN omogoča popolna ležišča ventilov in posledično povečan izkoristek vsakega cilindra, hkrati pa omogoča izjemno zanesljivost.
Spoštovanje obdelanih globin omogočata dve posebnosti, ki sta ekskluzivni za FIXED-TURNING®:
FIXED-TURNING® omogoča strojne obdelave, majhne kot ena stotinka milimetra (.00039”) na celotnem profilu, ne glede na njegovo dolžino, hkrati pa zagotavlja popolno geometrijo sedeža (krožnost, kot, koncentričnost ...)
numerično krmiljenje FIXED-TURNING® dovoljuje prilagoditve globine znotraj + ali – 0,01 mm (1/100 mm) ali .00039".
Kombinacija teh dveh ekskluzivnih možnosti omogoča pridobitev popolnoma enakih zgorevalnih komor, ki bodo motorju dale ravnovesje in njegovo sposobnost "vrti pri visokih obratih".
Te zmogljivosti natančne strojne obdelave, ki jih ekskluzivno jamči FIXED-TURNING®, že omogočajo možnost popravila prihodnjih motorjev, ki vključujejo tehnologijo HCCI (Homogeneous Charge Compression Ignition), ki bo revolucionirala bencinski motor, tako da bo čist in zelo učinkovit.
Spomnimo, tehnologija HCCI omogoča odpravo vžigalnih svečk, zahvaljujoč obvladovanju kompresije mešanice zrak/bencin in s tem obvladovanju samodejnega vžiga gorljive mešanice. Zaradi porabe in povečanja moči bo ta tehnika neizogibna. Obdelava glav cilindrov bo dala velik delež k natančnosti prostornine komor in globine obdelave. Možni bodo samo postopki obdelave, ki omogočajo minimalne in izjemno natančne reze. FIXED-TURNING® je že pripravljen na ta novi izziv.
Zmogljivost in zanesljivost gresta z roko v roki z natančnostjo in numeričnim nadzorom.
FIXED-TURNING® pred svojim časom?
Ne, FIXED-TURNING® je pravi čas, da spremlja strokovnjake za motorje, ki ne želijo, da bi jih tehnološki razvoj prehitel.