Gia công đế van, một thế kỷ phát triển và… giải pháp!
Trước
NHẢY
và dụng cụ tạo hình cacbua
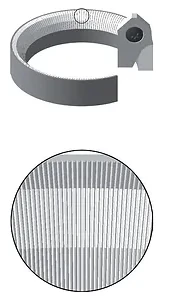
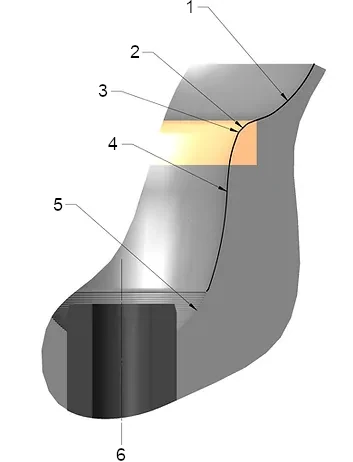
Bản vẽ 1
Dấu hiệu chatter
|
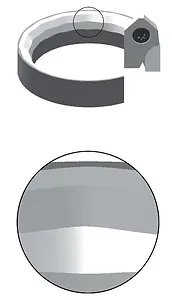
Bản vẽ 2
Sóng gợn
|
Việc mài mòn các đế van bằng kim loại bột hoặc một số đế van bằng gang sẽ tạo ra các vết nứt không thể tránh khỏi. Các vết nứt rất có hại cho van vì khí thoát ra qua chúng khi van đóng.
Do đó, đế van gia công sẽ biến dạng nhanh chóng và phớt của nó sẽ không bao giờ đủ. Các vết nứt do các dụng cụ tạo hình cacbua tạo ra làm xước một bề mặt lớn của vật liệu có cấu trúc dạng hạt làm từ các vật liệu khác nhau (như kim loại bột, gang dạng hạt...).
Các ghế van truyền thống được gia công bằng kỹ thuật mài (dụng cụ tạo hình), tất cả đều có các gợn sóng đo bằng phần trăm milimét là kết quả trực tiếp của các nỗ lực cắt không đều khi xoay 360 độ. Các kết quả của các nỗ lực cắt thay đổi truyền các lực không đều lên trục chính của máy, các lực này sẽ uốn cong nhiều hay ít tùy thuộc vào máy và sẽ tạo ra các hình dạng không đều. Hiện tượng này, được biết đến rộng rãi bởi những người vận hành máy thủ công, được bù đắp, khi các khuyết tật lớn có thể nhìn thấy xuất hiện, bằng áp lực nhanh và mạnh lên lệnh trục chính.
Kết quả trên đòi hỏi lực tác động đáng kể lên trục chính và mặc dù có thể giúp làm phẳng các khuyết tật nhỏ nhưng không thể chỉnh sửa được hình dạng.
Những gợn sóng này, vốn có trong chính nguyên lý gia công bằng cách mài, có hậu quả không thể nghi ngờ đối với việc làm kín van và đòi hỏi phải mài thêm từng van trên đế van để có được độ kín chấp nhận được. Mài van, cho đến nay vẫn được chấp nhận vì nhu cầu của các nhà chế tạo động cơ và khách hàng của họ, từ lâu đã bị các nhà sản xuất động cơ và bất kỳ ai tìm kiếm chất lượng tối thiểu mà các thế hệ động cơ ngày nay yêu cầu loại bỏ.
Hiện nay
FIXED-TURNING®
và công cụ điểm đơn
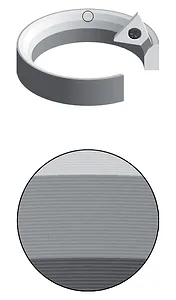
Bản vẽ 3
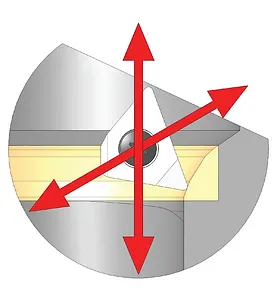
Độ chính xác hình học
Gia công bằng phương pháp nội suy, FIXED-TURNING®, chắc chắn sẽ loại bỏ mọi khuyết tật được thể hiện trên Bản vẽ 1 và 2.
Các vết nứt và gợn sóng siêu nhỏ hầu như không thể tạo ra. Gia công một điểm không cho phép hình thành các khuyết tật như vậy. Người ta chỉ cần cân nhắc gia công trên máy tiện để tự thuyết phục mình.
Gia công bằng dụng cụ tiện di chuyển trên hai trục nội suy tạo ra một rãnh vi mô tròn, hoàn toàn tròn. Độ sâu của rãnh và khoảng cách giữa 2 rãnh được kiểm soát bằng điều khiển số của máy, tạo ra bề mặt hoàn thiện tốt nhất có thể.
Tương tự như lực cắt, giảm đáng kể (300 lần trở lên), các khuyết tật bề mặt được giảm xuống mức đưa FIXED-TURNING® lên vị trí cao nhất trong thang chất lượng do các OEM hàng đầu xác định.
một Kỷ nguyên mới, một Thế giới Cơ hội mới...
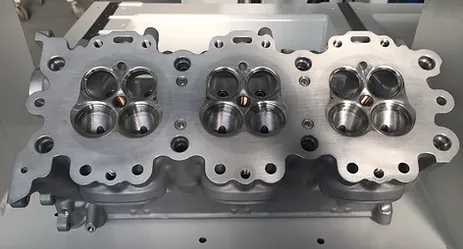
Gia công các đầu xi lanh khó nhất chỉ mất vài phút cho mỗi van đối với các cấu hình dài nhất, được chế tạo đặc biệt để tăng công suất của động cơ. Gia công cấu hình "3 góc" truyền thống sẽ được thực hiện trong vòng vài giây.

Đầu xi-lanh xe máy , các van nhỏ nhất hiện nay và sắp tới (giảm kích thước, là trọng tâm của tất cả các chương trình phát triển động cơ mới) có thể được gia công cực kỳ dễ dàng và đạt độ chính xác tối ưu của động cơ thi đấu...
Máy NEWEN® cho phép mỗi thợ sửa chữa động cơ định vị mình là chuyên gia trong gia công tất cả các loại động cơ. Độ chính xác đạt được một cách có hệ thống khi sử dụng máy FIXED-TURNING® áp dụng cho tất cả các loại động cơ, người ta không còn phải từ chối tham gia vào quá trình gia công này hay quá trình gia công khác trên loại đầu xi lanh này hay quá trình gia công khác, tất cả các hoạt động gia công khó khăn đều trở thành nguồn lợi nhuận bổ sung và đáng kể.
Thị trường hiệu suất cao , thị trường cơ khí giải trí, nằm trong tầm với của bất kỳ thợ sửa chữa động cơ nào được trang bị máy FIXED-TURNING®.
Mọi độ chính xác cần thiết trong Công thức 1 hoặc bất kỳ môn thể thao cơ học hiệu suất cao nào khác đều có thể đạt được một cách tự động và có hệ thống. Sự hoàn hảo được đảm bảo.
High-Performance là một thị trường đang phát triển và sinh lợi. Uy tín của chuyên gia cấp cao tham gia vào chuyên ngành này sẽ tỏa sáng trên toàn bộ công ty của họ.
COGENERATION, còn được gọi là “Nhiệt và điện kết hợp (CHP)”, quá trình chuyển đổi động cơ sang khí tự nhiên và nhiên liệu sinh học (ethanol) đòi hỏi các hoạt động gia công nhanh chóng và chính xác các lỗ khoan đối diện với đế van và đế van rất cứng.
Các nguyên lý của đồng phát điện từ lâu đã được biết đến và đưa vào sử dụng trong nhiều ứng dụng khác nhau. Ngày nay, những tiến bộ trong công nghệ động cơ đốt trong khí thiên nhiên siêu sạch, bộ trao đổi nhiệt và hệ thống điều khiển, giúp đồng phát điện vừa thiết thực vừa tiết kiệm cho các ứng dụng ở nhiều quy mô khác nhau.
Một khía cạnh của sản xuất điện ảnh hưởng đến những tiến bộ này là nhu cầu ngày càng tăng đối với năng lượng sạch hơn. Các chiến lược kiểm soát khí thải cho phép động cơ đốt trong chạy bằng khí đốt tự nhiên được áp dụng cho các ứng dụng CHP & ICHM ở mức bằng hoặc thấp hơn các tiêu chuẩn nhà máy điện lớn hiện tại, đã làm cho Đồng phát điện trở nên thiết thực hơn, kinh tế hơn và dễ tiếp cận hơn cho nhiều ứng dụng thương mại và công nghiệp hơn.
FIXED-TURNING® là công cụ lý tưởng cho các dịch vụ này, giúp chúng trở nên dễ dàng, nhanh chóng, chính xác và có lợi nhuận cao.
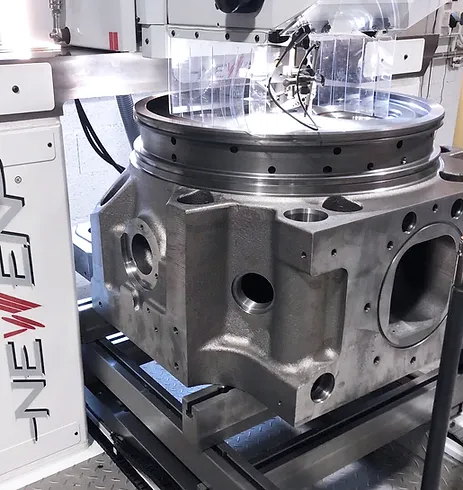
Việc gia công tất cả các vỏ lỗ cam-gầu có kích thước quá khổ để lắp các ống lót quá khổ vào vỏ là một hoạt động đơn giản, chính xác và có lợi nhuận với FIXED-TURNING®.
Tạo các cấu hình OFFSET theo ý muốn...

Gia công ống Venturi (lên tới 112 độ) để tăng tốc độ của khí.
Venturi: Góc mở bên dưới ghế ngồi cho phép tăng tốc độ khí thải thông qua quá trình giải nén.

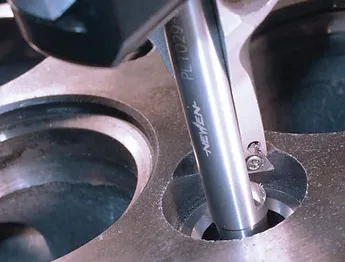
Gia công chính xác mọi loại ống dẫn van (gang, kim loại dạng bột, đồng, bất kỳ hợp kim nào...). Gia công ống dẫn van với độ chính xác cao nhất trong hoạt động độc lập hoặc trong hoạt động gia công kết hợp đế van.

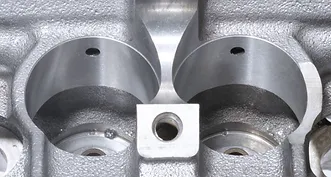
Gia công tất cả các lỗ khoan đế van có độ chính xác cao bằng cùng một dụng cụ cắt. Để chuẩn bị vỏ đế van trong tất cả các loại đầu xi lanh, gang hoặc nhôm, một công việc chính xác và có lợi nhuận cho tất cả các chuyên gia FIXED-TURNING®.



Độ cứng của van đầu xi lanh khí đốt tự nhiên KOMATSU: 56/58HRC (573HB+ / 610HV50+)
- Chèn sử dụng: FT-11-11
- Tốc độ cắt: 180 m/phút
- Chế độ gia công: Cắt khô
- Chu kỳ cắt: 28 giây/ghế
- Độ tròn: 1µ đến 2,40µ
- Độ hoàn thiện bề mặt: 0.20Ra
Một sản phẩm độc quyền khác của NEWEN: gia công vỏ bugi.


Việc gia công ghế ngồi của van giảm áp Mercedes Actros “chỉ là trò trẻ con”.
FIXED-TURNING® và khả năng điều khiển bằng số của nó chính là khả năng đạt được điều không thể theo cách có lợi nhuận và lặp đi lặp lại.
Một công nghệ dành cho tất cả mọi người.
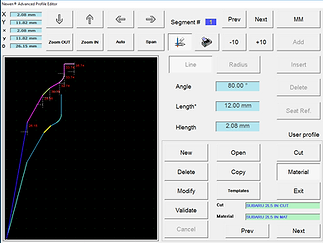
Tất cả các máy NEWEN FIXED-TURNING®, bao gồm CONTOUR-BB™, CONTOUR-BB-CS™, CONTOUR™, CONTOUR-CS™, EPOC-VISION™, đều được trang bị hệ thống điện tử để lặp lại độ sâu cắt với độ chính xác cao. Hệ thống này, do NEWEN phát triển, không phải là một hệ thống đo lường theo nghĩa đen mà được hình thành để cho phép lặp lại vị trí gia công với độ chính xác cao, trong khi lấy tham chiếu ngẫu nhiên từ đầu xi lanh đến máy. Nhìn chung, tham chiếu cho hệ thống NEWEN là sơ đồ gioăng đầu xi lanh, cũng được sử dụng làm tham chiếu để đo độ sâu của đế van. Cũng có thể sử dụng một dụng cụ cụ thể để sử dụng các bề mặt khác, chẳng hạn như vỏ trục cam.
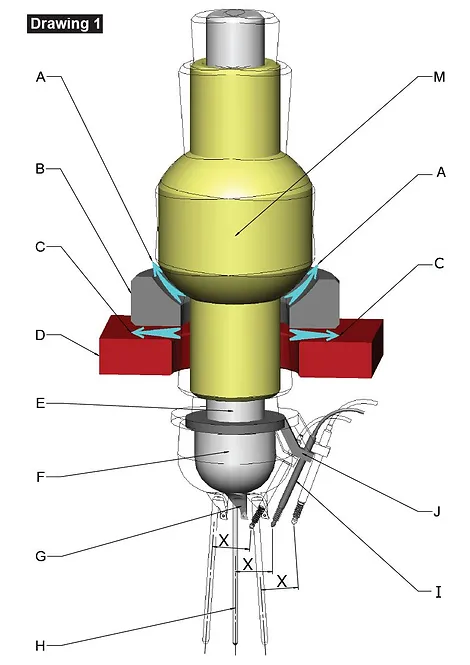
Một thước đo tuyến tính điện tử, LVDT, (I) được kết nối với bộ điều khiển số của máy. Tùy thuộc vào độ cong của đầu LVDT, thước đo sẽ gửi tín hiệu điện cho phép xác định vị trí của thước đo với độ chính xác nhỏ hơn một phần trăm mm.
Vị trí này có thể được ghi nhớ. Sau khi ghi nhớ vị trí, động cơ cấp trục chính sẽ tự động dừng lại khi đồng hồ đo được nén lại cùng một lượng. Do đó, thiết bị có thể gia công tất cả các ghế van ở cùng độ sâu so với điểm tham chiếu đã chọn.
Đồng hồ đo (I) có vị trí cố định so với trục của phi công và so với vỏ trục chính mà nó được gắn vào. Vị trí cố định này vẫn giữ nguyên khi trục chính di chuyển trên đệm khí (C) và/hoặc trên đệm khí hình cầu (A) của nó
.
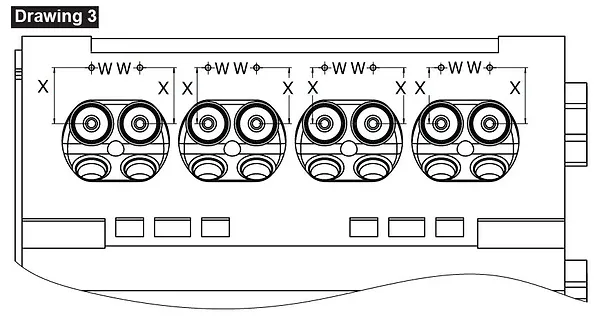
Bản vẽ 3: Tất cả các ghế được gia công theo cùng một điểm tham chiếu (W) , thuộc mặt bằng tham chiếu và cách một thước đo cố định (X) , giống như thước đo (X) trong Bản vẽ 1.
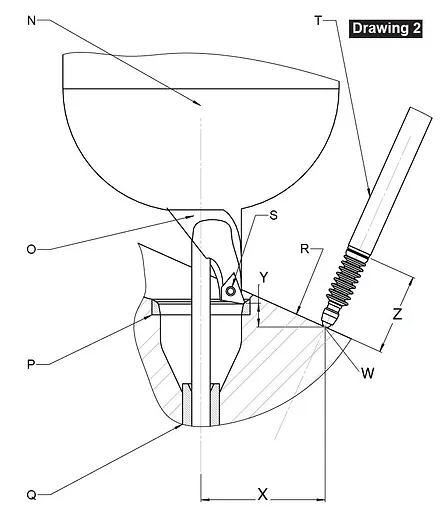
Kích thước (Z) trên Bản vẽ 2 là lượng thước đo bị nén và tương ứng với khoảng cách gia công của giá trị (Y) trên Bản vẽ 2 so với điểm tham chiếu. Giá trị (Y) này có thể được sửa đổi thành một giá trị nhất định và chính xác bằng cách sử dụng các phương tiện được kiểm soát của điều khiển số (thang máy, lựa chọn kích thước sửa chữa...) sẽ sửa đổi vị trí của đầu thước đo, và sau này sẽ được ghi nhớ một lần nữa để lặp lại nhiều lần tùy ý.
Lượng sụp đổ (Z) của thước đo không giống với giá trị di chuyển của trục chính về cơ bản là do góc hiện tại giữa trục chính máy và thước đo. Ngoài ra, LVDT không phải là một công cụ đo mà là một chỉ báo vị trí.
Hệ thống NEWEN giúp kiểm soát độ sâu lặp lại tự động™, đảm bảo gia công độ sâu giống hệt nhau với sai số không vượt quá +/- một phần trăm mm.
Đây là hệ thống duy nhất hiện có trong ngành đảm bảo gia công tự động với độ chính xác như vậy, bất kể vị trí của đầu xi-lanh so với giá đỡ đầu xi-lanh, góc của thanh dẫn van và hành trình của đầu máy.
FIXED-TURNING® VÀ GIA CÔNG ĐIỀU KHIỂN SỐ
Đầu xi-lanh, trung tâm thần kinh của động cơ, tập hợp tất cả các chức năng quyết định công suất, tính linh hoạt và tuổi thọ của động cơ… Đầu xi-lanh là trung tâm bận tâm của các nhà phát triển động cơ và chuyên gia sửa chữa. NEWEN, FIXED-TURNING® và điều khiển số mang lại các giải pháp không thể tránh khỏi và không thể thay thế cho nhiều thách thức kỹ thuật không thể giải quyết bằng các công nghệ cũ và/hoặc truyền thống.
THỂ TÍCH BUỒNG ĐỐT
Thể tích của các buồng, giá trị của chúng tính bằng cm3 (centimet khối hoặc CC) và sự phù hợp giữa chúng với nhau trong cùng một động cơ là yếu tố quyết định để đầu ra của mỗi xi-lanh đạt mức tối ưu và cân bằng. Chỉ những buồng có thể tích và hình dạng hoàn toàn giống nhau mới cho phép mức đầu ra và sự hài hòa cần thiết cho tốc độ cao của động cơ hiệu suất cao (tham khảo công nghệ “HCCI” ở cuối tài liệu này). 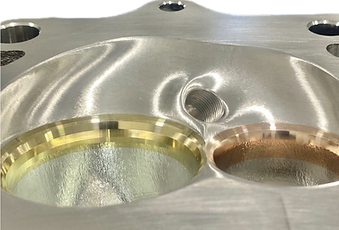
FIXED-TURNING® và điều khiển số NEWEN cho phép các hoạt động gia công có độ chính xác rất cao. Các đế van và các cấu hình cụ thể của chúng (Nạp và Xả) có thể được sao chép trong vòng 1/100mm (0,01mm hoặc 0,00039”), độ sâu gia công được kiểm soát tự động bằng thước đo độ sâu điện tử và động học có độ chính xác rất cao.
Thể tích chính xác của các buồng được đảm bảo nhờ hình dạng tương ứng và độ sâu hoàn toàn giống nhau.
ĐỘ KÍNH KHÍ CỦA XI LANH
Độ kín khí tức thời của xi lanh rất cần thiết cho hoạt động tối ưu của động cơ và đạt tốc độ cao.
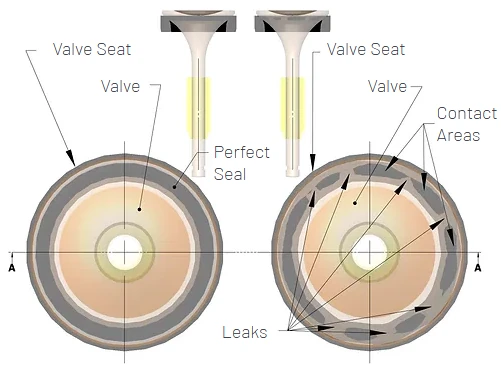 Tiếp xúc kim loại với kim loại giữa van và đế van phải hoàn chỉnh và hoàn hảo để đảm bảo chức năng kín khí khó khăn này. Bên cạnh chất lượng của vật liệu có thể chịu được tốc độ cao, tiếp xúc kim loại với kim loại giữa van và đế van là điều kiện tiên quyết để có được độ kín khí hoàn hảo và lâu dài của xi lanh.
Tiếp xúc kim loại với kim loại giữa van và đế van phải hoàn chỉnh và hoàn hảo để đảm bảo chức năng kín khí khó khăn này. Bên cạnh chất lượng của vật liệu có thể chịu được tốc độ cao, tiếp xúc kim loại với kim loại giữa van và đế van là điều kiện tiên quyết để có được độ kín khí hoàn hảo và lâu dài của xi lanh.
Sự tương ứng về hình dạng hoàn hảo giữa van và đế van được đảm bảo nhờ sự tôn trọng hoàn toàn về mặt hình học (hình dạng, góc, bề mặt hoàn thiện…) của hai bề mặt tiếp xúc.
Chỉ có gia công chính xác cao các van và các đế van mới có thể đạt được sự tương ứng thiết yếu này. Việc mài các van, vốn trở thành bắt buộc trong quá khứ do thiếu độ chính xác trong gia công các đế van và các van, được quy định nghiêm ngặt để đạt được mức độ kín khí và độ bền của độ kín khí đó.
NEWEN, FIXED-TURNING® và hệ thống điều khiển số của nó cho phép gia công các đế van có khuyết tật về hình dạng (tròn) theo thứ tự 3µm (hoặc .003mm hoặc .000118”) hoặc nhỏ hơn tùy thuộc vào vật liệu gia công. Các OEM yêu cầu các khuyết tật về hình tròn không vượt quá 5 đến 6µm đối với cả đế van và van.
NEWEN FIXED-TURNING® và bộ điều khiển số của nó cho phép điều chỉnh góc một phần trăm độ tại một thời điểm . Do đó, dễ dàng điều chỉnh góc của các ghế van và của van để có được độ kín khí hoàn hảo và lâu dài, mà không phải chịu sự cám dỗ phá hoại của việc mài và do đó làm biến dạng hình dạng của các bộ phận này.
Các đế van của máy NEWEN FIXED-TURNING® có độ tròn hoàn hảo, góc cạnh rất chính xác và độ kín khí hoàn hảo để sử dụng trong nhiều giờ.
Việc gia công bằng dụng cụ tạo hình không thể đảm bảo góc chính xác và ghế tròn hoàn hảo, do đó cần phải mài van. Một lựa chọn sẽ dẫn đến độ kín khí trong thời gian ngắn và sẽ làm giảm đáng kể hiệu suất.
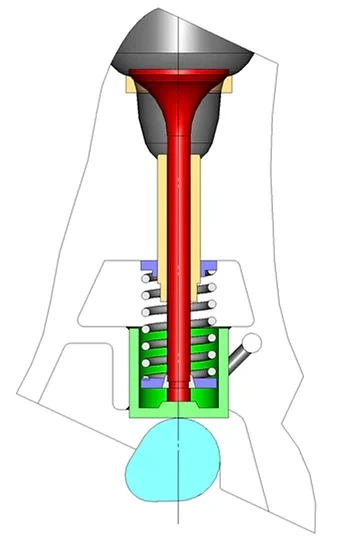
SỰ CĂN CHỈNH VÀ ĐỒNG TRỤC Tốc độ động cơ được nâng cao, khả năng tăng tốc và giảm tốc nhanh chóng có thể thực hiện được nhờ vào việc giảm khối lượng khi chuyển động với các cơ cấu thu hồi van hiệu suất cao. Nhưng tất cả những hiệu suất này chỉ có thể thực hiện được nhờ vào việc giảm đáng kể ma sát và giằng các bộ phận khi chuyển động, van, gầu cam, cam nạp... mà không quên chức năng được kiểm soát của hệ thống thu hồi van.
Ngoài tính tròn của van và đế van, tính đồng trục của các thanh dẫn hướng van, của van, của gầu cam và của cam sẽ cho phép chuyển động của tất cả các bộ phận này trong khi loại bỏ:
- ma sát ký sinh
- sự trượt của các "đầu" van trên ghế của chúng
- việc gia cố các gầu cam bên trong vỏ tương ứng của chúng.
Trái ngược với những ý tưởng được chấp nhận chung, không thể kiểm soát độ đồng tâm giữa đế van và thanh dẫn hướng van bằng cách ép một ống dẫn hướng côn vào trong ống dẫn hướng và sử dụng ống dẫn hướng này làm giá đỡ cho thước đo độ đồng tâm. Thậm chí còn không thể sử dụng cùng một kỹ thuật để cho phép một công cụ khoan một vỏ lỗ cam-gầu đồng tâm với thanh dẫn hướng van, điều kiện thiết yếu để động cơ hoạt động tốt.
Động học của NEWEN FIXED-TURNING® bao gồm hệ thống định tâm thủy lực của các thanh định tâm cho phép trục chính gia công định tâm với khuyết tật không quá vài micron (µ= 0,001mm = .000039”).
Bộ dẫn hướng FIXED-TURNING® không hạn chế thanh dẫn hướng van và tính đến các khuyết tật gia công của thanh dẫn hướng van. Tương tự như vậy, quá trình gia công vỏ lỗ cam-gầu phải tuân thủ trục dẫn hướng của cam-gầu.
Gia công bằng FIXED-TURNING® đảm bảo rằng đế van, bộ phận dẫn hướng van và vỏ lỗ cam-gầu sẽ có cùng một trục, được căn chỉnh hoàn hảo và các bộ phận có thể di chuyển ở tốc độ cao nhất mà không bị ma sát và phanh phụ khiến động cơ không thể hoạt động ở vòng tua cao, dẫn đến hao mòn nhanh và nguy cơ xảy ra sự cố cơ học rõ ràng.
Việc gia công các thanh dẫn hướng, các ghế van và các vỏ lỗ cam-gầu bằng FIXED-TURNING® đảm bảo động cơ hoạt động cực nhanh, kết hợp với các thành phần được sử dụng, van hợp kim titan, lò xo đặc biệt, ghế van đặc biệt… mà không có nguy cơ lỗi kín khí, sự xâm nhập vào hoạt động do ma sát và vỡ màng dầu. Sự hoảng loạn của các van, không thể tuân theo các chế độ nâng cao, cũng sẽ được tránh.
NEWEN FIXED-TURNING® là một khái niệm gia công được phát triển để đưa các khuyết tật gia công trở lại trong phạm vi giá trị được biểu thị bằng micron chứ không còn là phần trăm milimét nữa.
Độ chính xác của độ đồng trục cho phép chế độ cao và chức năng tối ưu của động cơ.
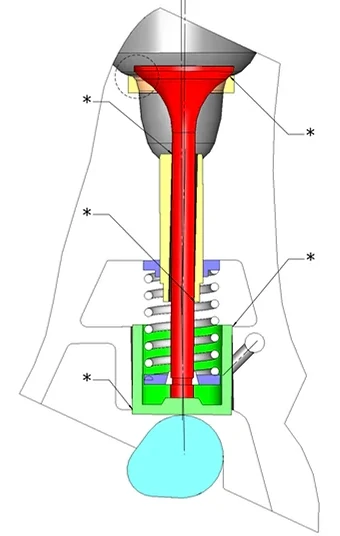
Lỗi đồng trục của các trục gây ra các khu vực có ma sát cao* sẽ làm chậm chuyển động của nhiều bộ phận, phá hủy độ kín khí của các xi-lanh và dẫn đến kẹt trong khi hạn chế đáng kể tốc độ quay của động cơ, tất cả những điều trên được làm nổi bật bởi sự mất cân bằng của các xi-lanh với nhau. Mỗi sự mất cân bằng là nguồn gốc của các ràng buộc cơ học trên các bộ phận trong chuyển động, các ràng buộc sẽ dẫn đến sự mài mòn sớm của các bộ phận đó.
HỒ SƠ KHÍ THẢI
Sau khi hỗn hợp (nhiên liệu-comburant) nổ, khí còn lại từ quá trình đốt cháy sẽ lấp đầy xi lanh và phải được xả ra ngoài qua các ống xả, được đẩy ra ngoài bởi piston đang quay trở lại điểm cao nhất của nó. Van xả sẽ đóng dần dần trước khi piston đi xuống lần nữa, đồng thời hút một số hỗn hợp mới vào trong quá trình này. Giai đoạn đóng này rất quan trọng đối với van xả. Các khí được đun nóng đến nhiệt độ cực cao cũng được ép giữa đế van và van đang đóng.
Đế van và van chịu tác động mài mòn của các khí nhiều lớp và nhiệt độ sau đó đạt đến độ cao trên các bề mặt sẽ đảm bảo tiếp xúc và độ kín khí trong vài nghìn giây. Để tiếp xúc này không tương ứng với sự xuống cấp nhanh chóng của các bề mặt tiếp xúc, cần phải có các diện tích tiếp xúc này tối ưu trên bề mặt (mm2) và hình dạng của chúng phải bổ sung cho nhau (góc, độ tròn, độ hoàn thiện bề mặt…).
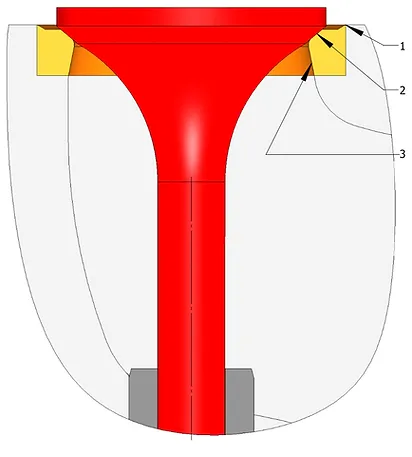
1. Kết nối không bước với hình dạng thuận lợi cho dòng khí chảy không bị nhiễu loạn.
2. Khu vực ghế ngồi rộng rãi và phù hợp với van để có khả năng chống mài mòn của khí tốt.
3. Venturi dùng để giãn nở và tăng tốc nhanh các khí.
NEWEN FIXED-TURNING® cho phép gia công các đế van xả đủ lớn để không bị biến dạng, đồng thời có góc càng gần với góc của van càng tốt. Hình tròn không có mặt và gợn sóng sẽ cho phép kim loại tiếp xúc với kim loại trên toàn bộ bề mặt đế, đảm bảo trao đổi nhiệt tốt, độ kín khí hoàn hảo và độ tin cậy tối đa.
FIXED-TURNING® cho phép gia công các biên dạng có chiều dài gần như không giới hạn. Do đó, chúng tôi có thể gia công ống xả để dễ dàng trích xuất khí và đặc biệt là các ống Venturi cho phép khí thoát ra ngay sau khi đi qua bệ và do đó, tăng tốc độ của chúng. Các góc nhọn, bậc, sự khác biệt về đường kính dẫn đến nhiễu loạn và làm chậm dòng khí sẽ được xóa bỏ và mỗi ống dẫn (bát/tường sau) sẽ được tối ưu hóa và hoàn toàn giống với các ống dẫn khác để quản lý tốt hơn chức năng của động cơ.
HỒ SƠ ĐẦU VÀO
Không giống như ghế xả và van, ghế nạp và van không phải chịu sự phân lớp của khí cháy và sự mài mòn sau đó. Ghế nạp phải cho phép nạp đầy, càng đầy càng tốt, vào xi lanh bằng hỗn hợp không khí/xăng mới được hút vào bằng cách hạ thấp piston và có thể được đẩy bằng tác động của bộ tăng áp và máy nén.
Hình dạng của ống dẫn (khu vực bát) phải tối ưu để cho phép luồng khí chảy tối đa, mà không tạo ra nhiễu loạn ký sinh. Góc của chính ghế tham gia vào việc dẫn hướng hỗn hợp khí và phải được tích hợp hoàn hảo vào hình dạng chung của ống dẫn.
Tùy thuộc vào hình dạng của các buồng, các cấu hình được tạo thành từ các đoạn thẳng và bán kính được liên kết hoàn hảo với nhau sẽ cho phép luồng khí lưu thông tối ưu. Các góc nhọn bị cấm và một cấu hình mạch lạc sẽ dẫn luồng khí lớn nhất có thể trong quá trình mở van ngắn. Độ kín hoàn hảo của van sẽ cho phép quá trình đốt cháy và đầu ra tối ưu cũng như độ tin cậy hoàn hảo.
Chỉ có FIXED-TURNING® mới cho phép tối ưu hóa đường ống nạp từ bộ dẫn hướng van lên đến mép xi lanh. Việc gia công với hình dạng được làm chủ hoàn hảo sẽ được thực hiện trong một thao tác duy nhất và được lặp lại giống hệt nhau cho mỗi xi lanh. Việc gia công ban đầu của đầu xi lanh được thực hiện bằng một loạt các thao tác gia công bổ sung, vỏ đế van, đế, gia công các góc… tự động tạo ra các điểm không đều có hại cho luồng nhìn. FIXED-TURNING® cung cấp khả năng gia công liên tục, không gián đoạn, toàn bộ đường ống, bao gồm cả đế van, sẽ được gia công mà không bị ràng buộc bởi các hạn chế của phần còn lại của quá trình gia công. FIXED-TURNING® và quá trình gia công không bị gián đoạn của các đường ống và đế cho phép nạp đầy xi lanh tối ưu, tính đều đặn hoàn toàn giữa các xi lanh và do đó, công suất tối ưu của động cơ.
1. Hồ sơ được tạo thành từ các đoạn thẳng và bán kính giúp tối ưu hóa việc dẫn hỗn hợp về phía xi lanh.
2. Ghế có độ tròn hoàn hảo và kín khí với góc được điều chỉnh hoàn hảo với góc của van.
3. Bán kính liên kết chống nhiễu loạn nhỏ.
4. Hình dạng ống dẫn (Bát) được uốn cong hoàn hảo và hoàn toàn giống nhau.
5. Nguyên liệu thô
6. Toàn bộ ống dẫn (bát) có hình dạng đồng đều và nhẵn, bao gồm cả vùng tựa van.
SỰ ĐỀU ĐỀU CỦA TỪNG VÀ SỰ CÂN BẰNG CỦA XI LANH
Mỗi xi-lanh mang lại một phần công suất tương ứng cho động cơ và chỉ có sự tương đồng hoàn hảo giữa công suất do mỗi xi-lanh cung cấp mới cho phép động cơ hoạt động hiệu quả ở vòng tua máy cao.
Các xi-lanh có hành vi hoàn toàn giống nhau sẽ cho phép tạo ra động cơ không có rung động phụ và cho phép tăng tốc độ.
NEWEN và FIXED-TURNING® cho phép gia công liên tục, đều đặn và giống nhau ở mọi điểm, từ ống dẫn này sang ống dẫn khác, từ động cơ này sang động cơ khác. Các hình dạng tinh vi nhất được phép sử dụng ở những nơi mà các quy trình gia công cổ điển bằng công cụ tạo hình không có hiệu quả và không mạnh.
NEWEN cho phép tạo ra các đế van hoàn hảo và do đó, tăng hiệu suất của từng xi-lanh trong khi vẫn đảm bảo độ tin cậy đặc biệt.
Độ sâu gia công được tôn trọng nhờ hai đặc điểm riêng có của FIXED-TURNING®:
FIXED-TURNING® cho phép gia công những chi tiết nhỏ tới một phần trăm milimét (.00039”) trên toàn bộ mặt cắt, bất kể chiều dài của nó, đồng thời mang lại hình dạng hoàn hảo cho ghế (độ tròn, góc, độ đồng tâm…)
bộ điều khiển số của FIXED-TURNING® cho phép điều chỉnh độ sâu trong phạm vi + hoặc – 0,01mm (1/100mm) hoặc .00039”.
Sự kết hợp của hai khả năng độc quyền này cho phép tạo ra các buồng đốt hoàn toàn giống hệt nhau, giúp động cơ cân bằng và có khả năng "vòng tua cao".
Những năng lực gia công chính xác này được đảm bảo độc quyền bởi FIXED-TURNING® cho phép sửa chữa các động cơ trong tương lai tích hợp công nghệ HCCI (Đánh lửa nén đồng nhất) sẽ cách mạng hóa động cơ xăng bằng cách làm cho động cơ sạch hơn và hiệu quả hơn.
Xin nhắc lại, công nghệ HCCI cho phép loại bỏ bugi, nhờ vào việc làm chủ quá trình nén hỗn hợp không khí/xăng và do đó, bằng cách làm chủ quá trình tự động đánh lửa của hỗn hợp dễ cháy. Mức tiêu thụ và công suất tăng sẽ khiến kỹ thuật này trở nên không thể tránh khỏi. Việc gia công đầu xi lanh sẽ đóng góp phần lớn vào độ chính xác của thể tích buồng và độ sâu gia công. Chỉ có các quy trình gia công cho phép cắt tối thiểu và cực kỳ chính xác mới có thể thực hiện được. FIXED-TURNING® đã sẵn sàng để đáp ứng thách thức mới này.
Hiệu suất và độ tin cậy song hành với độ chính xác và khả năng kiểm soát số.
FIXED-TURNING® đi trước thời đại?
Không, FIXED-TURNING® ra đời đúng lúc để đồng hành cùng các chuyên gia về động cơ mong muốn không bị tụt hậu so với sự phát triển của công nghệ.